test-4
Feed Line Height. At the same time that orientation is decided, feed line height must be determined to minimize transfer distance and maximize the speed of the system. Care must be exercised to make sure that the part orientation allows a satisfactory pickup point for the part in all stations, before and after the stamping operation. Lifters must be provided to allow access for the fingers without losing location or control of the part.

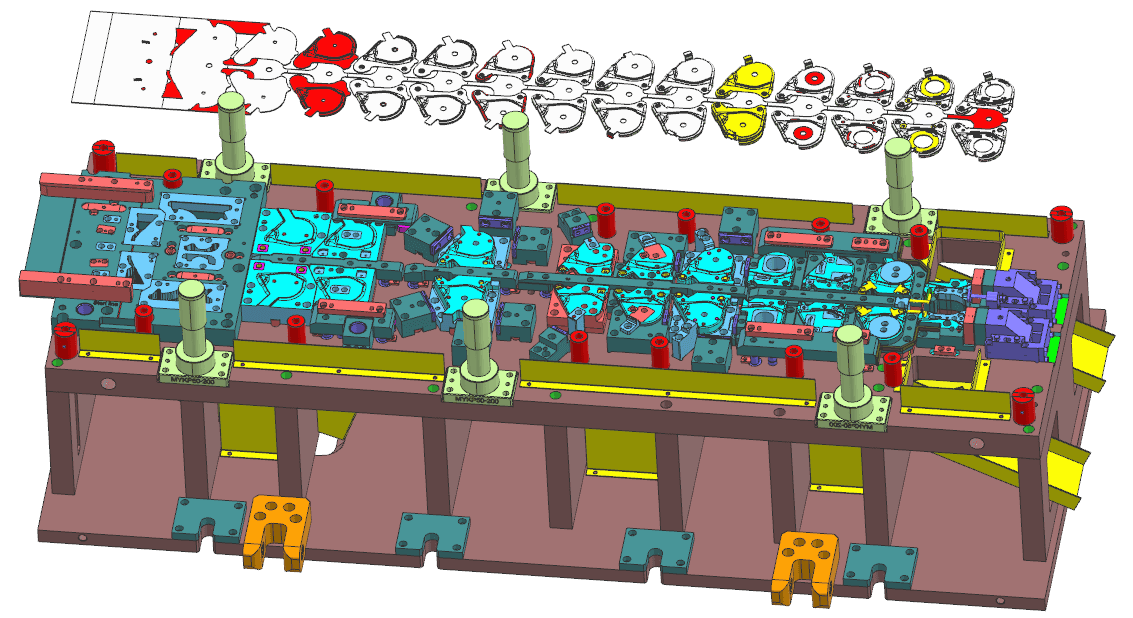
Weight. The weight and size of the part determine the acceleration and deceleration that can be used without losing control. Of course, the finger design also plays a part in this control. Excessive weight limits the peak speeds, which in turn affect the final average transfer time or speed. In addition to part weight, the weights of the transfer arm, transfer fingers, and mechanism (or inertia) are factors in the ultimate speed of a unit. To minimize these weights, many transfer designers use high-strength, lightweight materials such as high-strength aluminum or ultrahigh-molecular-weight (UHMW) urethane for part contact fingers. This has the added value of eliminating or minimizing die damage in case the fingers are caught inside the die during tryout or because of a system failure. Scrap. Scrap must be removed quickly and automatically from the trim dies or wherever it is generated. Scrap removal is affected by the location of scrap holes in the press bolster (if any exist), locations of scrap chutes outside the press, the size of the scrap, and many other factors (see Figure 3). The main point is to eliminate the jam-up of scrap, as well as any manual scrap removal, if at all possible. This will keep the system running at maximum efficiency with minimum downtime.
Comments
Sign in to leave a comment.
No comments yet. Be the first!