test-5
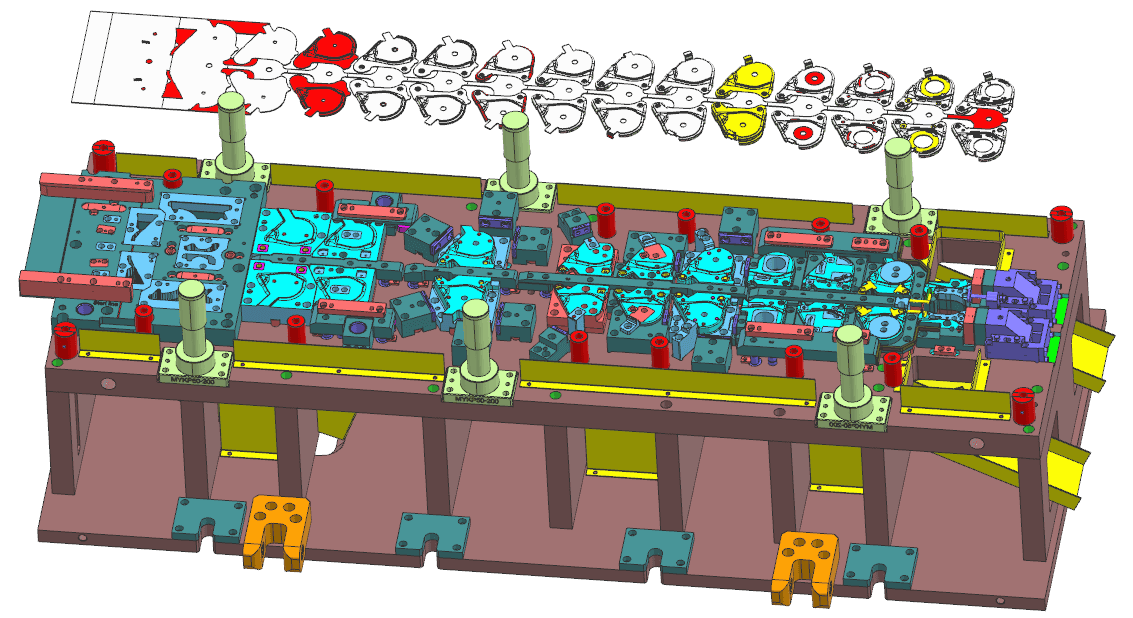
At the same time that orientation is decided, feed line height must be determined to minimize transfer distance and maximize the speed of the system. Care must be exercised to make sure that the part orientation allows a satisfactory pickup point for the part in all stations, before and after the stamping operation. Lifters must be provided to allow access for the fingers without losing location or control of the part.

Mechanism Supports. On some transfers, supports exit at various points along the transfer bar to eliminate shake or excessive vibration. These locations and the locations of any die posts must be known to eliminate interference points during the design phase of the project.Grippers. In some cases, the part must be held with a hand-type gripper so that rotation can occur. This type of gripper is usually avoided, if possible, because of its cost, weight, and unreliability. Finger Return Path. One of the most critical items of the transfer die design is the finger return path. The clearance between the fingers and the die components during the return stroke of the transfer must be analyzed to ensure there is no interference. If the transfer is mechanical, this is even more critical. Servo-type systems can vary the return profile of the fingers, allowing more clearance possibilities.
Comments
Sign in to leave a comment.
No comments yet. Be the first!